Field briefing
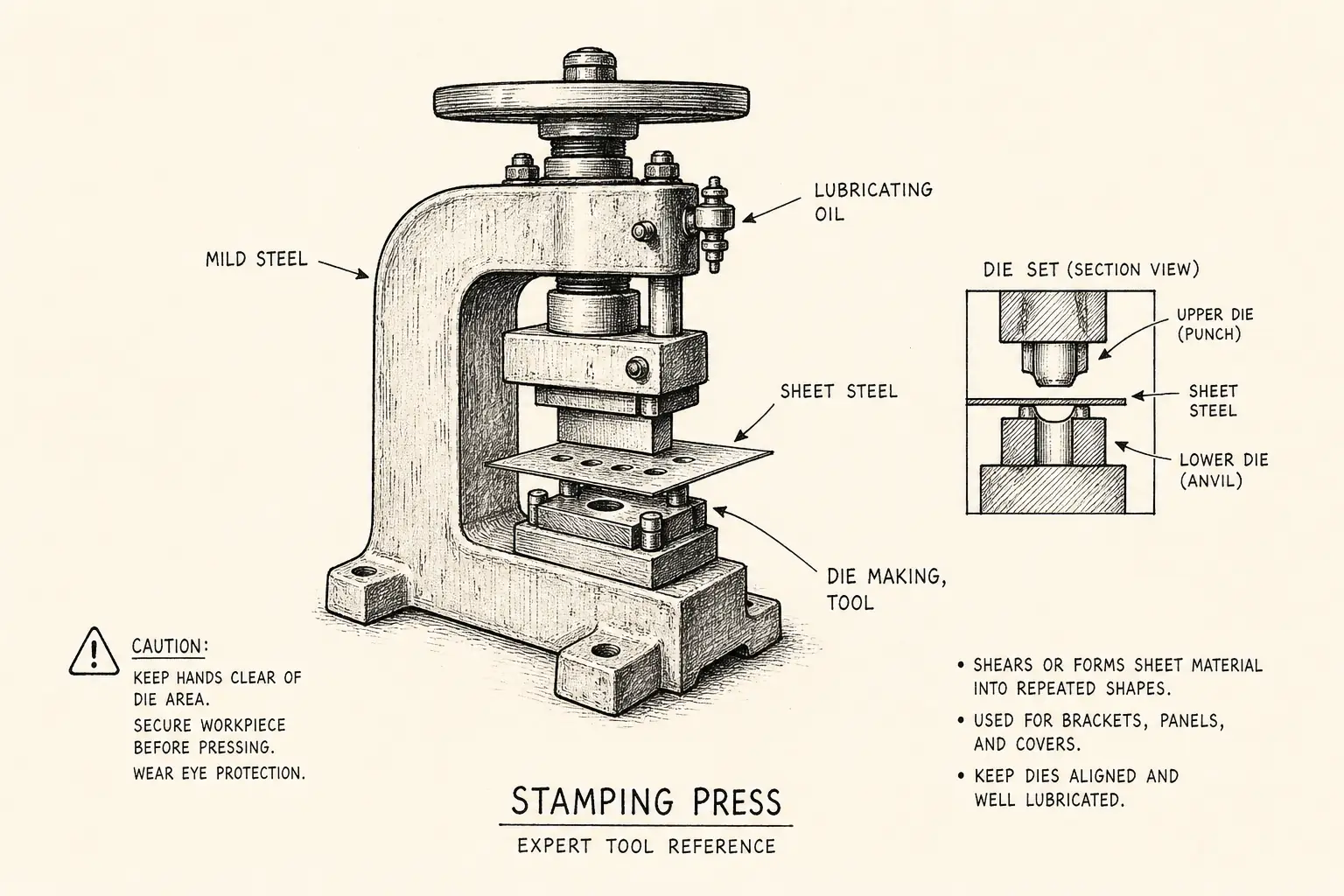
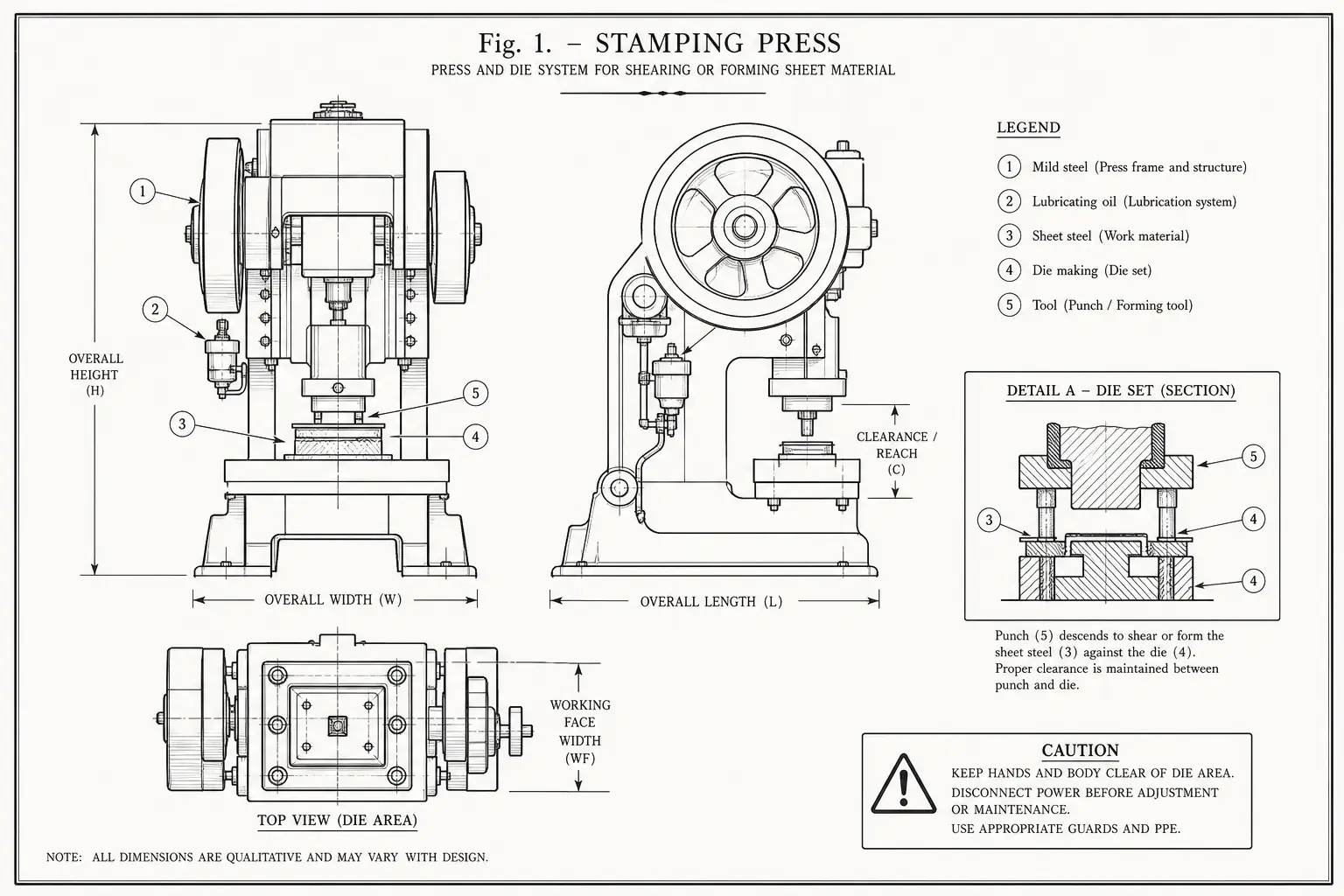
A press and die system that shears or forms sheet metal into repeated shapes for brackets, panels, and covers.
For an anachronist technology tree, the useful target is not a museum-perfect reproduction. It is a path through materials, tools, measurements, records, and institutions that makes the capability understandable and auditable.
What you are trying to make
Build or specify a dependable early version of stamping press that can be inspected, repaired, and taught in a workshop or factory setting. The first version should prove the core relationship before chasing speed, power, comfort, or mass production.
Minimum viable version
A minimum version demonstrates the working principle with conservative loads, visible parts, and simple access for inspection. It should use known materials, avoid hidden failure modes, and leave enough records that another workshop can repeat the successful parts of the build.
Better versions
| Version | Added capability | Main new dependency |
|---|---|---|
| Bench or pattern version | Proves geometry, fit, and sequence without full service loads | [[technical-drawing |
| Workshop version | Works repeatedly with inspection and repair access | [[quality-control-records |
| Factory version | Can be made and serviced in quantity | [[interchangeable-parts |
Materials and sourcing
- Mild steel (hard): Press frames and dies need strong metal.
- Lubricating oil (soft): Press slides and dies need lubrication.
Materials should be tracked by source, batch, preparation, substitutes, storage limits, and local geography. For vehicle-scale work, the social supply chain matters as much as the physical stock.
Prerequisite tree
- Sheet steel: Provides workable sheet stock.
- Die making: Creates shaped tools for repeated parts.
- Proof load test: Checks press and die integrity.
- Factory assembly line: Creates demand for repeated stamped parts.
These edges are explicit graph relationships. Prose wikilinks provide reading paths, but the frontmatter edges are the source of graph truth.
Verification and quality control
Use fit checks, visual inspection, batch labels, and conservative proof tests before trusting this node in a larger vehicle. Keep inspection records close to the part or process so failures can be traced back to material, tooling, training, or design changes.
Hazards and controls
Treat this page as graph and workshop-planning context. Avoid exact settings, fuel handling recipes, ignition timing recipes, pressure targets, or troubleshooting steps that would turn a hazardous system into operational instructions without expert review. Keep guards, labels, ventilation, fire separation, conservative proof tests, and shutdown procedures visible wherever the node touches moving machinery, fuel, stored energy, hot surfaces, or heavy loads.
Edges left as empty pages
- Die making: A toolmaking page should cover dies, punches, and templates.
Where it leads
This node supports later automobile, factory, repair, and transport systems. It is most useful when paired with Workshop organization, Technical drawing, and Quality-control records.